

对焊90度弯头生产注意事项
 来源:90度弯头 浏览: 发布日期:2019-02-19 12:10
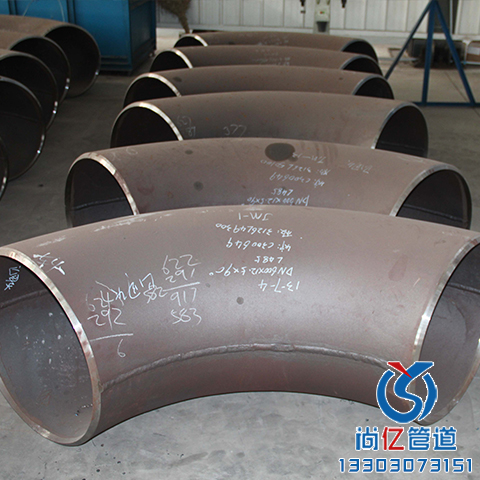
来源:90度弯头 浏览: 发布日期:2019-02-19 12:10 对焊90度弯头具有不同的生产工艺和流程,在加工中需要根据一定的情况进行生产和加工,不同性质的弯头管件在加工中需要注意一些事项。以合金弯头为倒,若做长半径合金弯头,首先要要先选定钢管的规格,提出管料,选用有质量的钢管进行生产。合金弯头具有一定的扩径率,通过理论计算,一般扩径率在43%-55%之间,倒推回去。短半径500mm的一般的扩径率为30%。选好原料后,按对焊弯头规格下料,再考虑曲率半径, 比如,90°的弯头,通过其曲率可以算出下多长料可加工出90°的弯头。通过理论计算可算出,然后以该长度为定尺进行切断。最后把料进行热推制。因为有的弯头处理不当后,就会扭曲,这是不允许的。
对焊弯头的标准在于高度问题,其实弯头的高度是最严重的了,弯头的高度我们作为生产厂家来说,我们在进行加工的过程之中,一般的焊接弯头的高度我们通常在进行加工的时候在进行确定,得到保证了以后,那么弯头的高度自然就符合确定了,确定了就首先保证了第一步。我们的口径的平行度,弯头口径平行度也是最严格的,通常,如果车床在进行加工的过程之中,一般的弯头的平行度确定好了,那么弯头我们必须要在随时平行尺进行加工的。弯头的表面,关键是出厂的时候必须要清理好,这样所保证了弯头的质量度的问题。
下一篇:90度焊接弯头的切割处理 上一篇:合金90度弯头的安装连接